Adresy: X Y U V L
Příklad zápisu: N38 G71 X50 Y30 U10 V10 L100
Funkce G71 slouží k snadnému zapsání programu pro obrábění součásti se sítí rovnoměrně rozložených prvků. (Nejčastějším příkladem takové sítě je deska s otvory). Jednotlivé prvky sítě mají vzájemnou pravidelnou rozteč U ve směru osy X a V ve směru osy Y. Cyklus začíná nad libovolným rohovým prvkem. V adresách X a Y jsou zapsány polohy krajních prvků sítě. Tyto souřadnice nebudou při pojíždění nikdy překročeny.
Do adresy L se zapisuje číslo bloku, na kterém je podprogram pro vlastní obrábění. Adresy X, Y, mohou být zapsány absolutně nebo přírůstkově.
Pro správnou funkci programu musí být dodrženy zásady zmiňované již v popisu funkce G26: Hlavní program musí být ukončen funkcí M30, podprogram musí být ukončen funkcí M17. Podprogram musí končit ve stejném bodu, ve kterém začínal.
Příklad:
Na frézce je třeba přesně rozvrtat otvory v desce podle obr. Vzhledem k tloušťce desky bude vhodné pro vrtání použít vrtací cyklus s výplachem (funkce G83, viz dále).
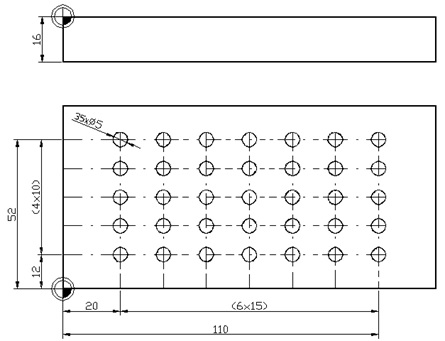
N10 M3 S1000 ;spuštění vřetene
N20 G0 X20 Y12 ;najetí nad rohový otvor
N30 G0 Z3
N40 G71 X110 Y52 U15 V10 L100 ;cyklus pro síťové obrábění
N50 G0 Z100 ;odjetí pro výměnu polotovaru
N60 M30 ;ukončení hlavního programu
N100 G83 Z-18 W4 F100 ;vrtací cyklus s výplachem
N110 M17 ;ukončení podprogramu
