Adresy: bez adres
Příklady zápisu: N25 G41
N66 G0 X10 Y12 Z106 G42
Funkce G41 a G42 umožňují programovat požadovaný tvar obrobku bez ohledu na použitý průměr nástroje. Funkce zabezpečí přesunutí skutečné dráhy nástroje na ekvidistantu k dráze programované. Velikost posunutí se rovná poloměru právě používaného nástroje. (průměr nástroje je zapsán v tabulce korekce). Pokud ještě nebyl nástroj v programu zadán vyhlásí řídící systém chybu.
Funkce G41 se používá, pokud má obráběná plocha ležet vpravo od dráhy nástroje, funkce G42 pro plochu ležící vlevo od dráhy nástroje.
Pozor: Obě funkce G41 a G42 korigují dráhu zapsanou funkcemi G0, G1, G2, G3, pro jiné funkce jejich použití nemá smysl a může způsobit chybu v polohování nástroje. Zápis každé korekční funkce má v programu trvalou platnost až do zrušení funkcí G40 nebo do konce programu.
Programovaná dráha pohybu se skládá vždy z přímek a kruhových oblouků. Tomu odpovídá rovněž tvar ekvidistanty získaný korekční funkcí. V bodech, kde na sebe jednotlivé části programované dráhy navazují bez společné tečny, je dráha ekvidistanty doplněna automaticky kruhovým obloukem o poloměru použitého nástroje.
Při programování vnitřního tvaru musí být samozřejmě nejmenší poloměr programované dráhy větší nebo roven poloměru použitého nástroje. Pokud tato podmínka nebude splněna, dojde k chybnému obrobení tvaru (vnitřní tvar bude podříznut).
Pozor: Pro bezchybnou činnost korekčních funkcí je třeba k obráběnému povrchu nástrojem přijet již se zařazenou korekcí z té strany obráběného obrysu, po kterém se má dále nástroj pohybovat. Nejvhodnější je nájezd kolmo k obráběné ploše.
Příklad:
Stopkovou frézou průměr 10 mm je třeba zvenčí ofrézovat tvar šablony podle obr.
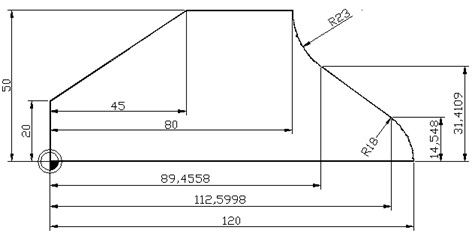
Výchozí poloha nástroje je zvolena na souřadnicích X-30 Y0. Pohyb v ose Z není uvažován.
N10 M6 T1;výměna nástroje – fréza průměr 10
N20 M3 S800 ;spuštění vřetene doprava
N30 G41 ;zavedení korekce zprava
N40 G1 X0 F100 ;příjezd nástroje k povrchu šablony
N50 G1 Y20 ;postupné frézování tvaru šablony
N60 G1 X45 Y50
N70 G1 X80
N80 G3 X89.4558 Y31.4109 R23
N90 G1 X112.5998 Y14.584
N100 G2 X120 Y0 R18
N110 G1 X0
N120 G40 ;zrušení korekce
N130 G0 X-30 ;odjetí do výchozí polohy nástroje
